Industry-Specific Valve Solutions
YINKE VALVE delivers precision-engineered solutions across critical industrial applications
Engineering Excellence in Every Valve
YINKE VALVE specializes in manufacturing high-quality industrial valves designed to meet the demanding requirements of diverse industries. Our comprehensive product line includes gate valves, ball valves, globe valves, check valves, butterfly valves, and specialized solutions.
Production Capacity
8,000
Tons annually
Factory Size
20,000
Square meters




Industries We Serve
Delivering specialized valve solutions across critical industrial sectors with precision engineering and uncompromising quality
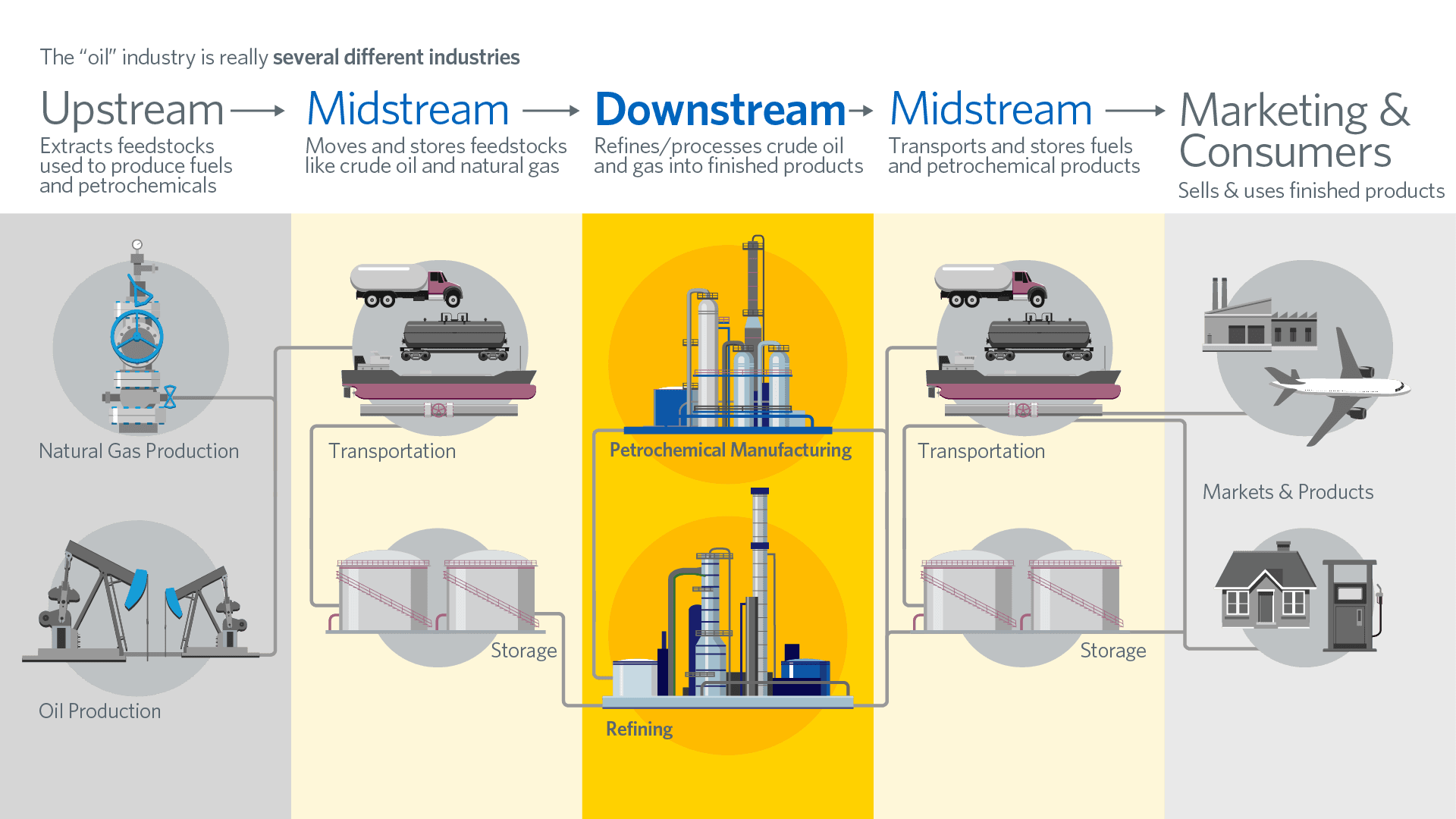
Oil & Gas
Critical upstream, midstream, and downstream applications
Our valves are engineered for the demanding conditions of oil and gas operations, from wellhead to refinery. Designed to handle high pressures, corrosive media, and extreme temperatures while ensuring zero leakage and maximum reliability.
Key Applications:
Technical Specifications:
Up to 15,000 PSI
-46°C to 538°C

Chemical Processing
Corrosion-resistant solutions for aggressive media
Specially designed for chemical plants where valves must withstand highly corrosive substances, extreme pH levels, and aggressive chemicals. Our materials and coatings provide superior resistance to chemical attack.
Key Features:
Material Options:
316SS, Hastelloy C276
PTFE, Kalrez, Chemraz
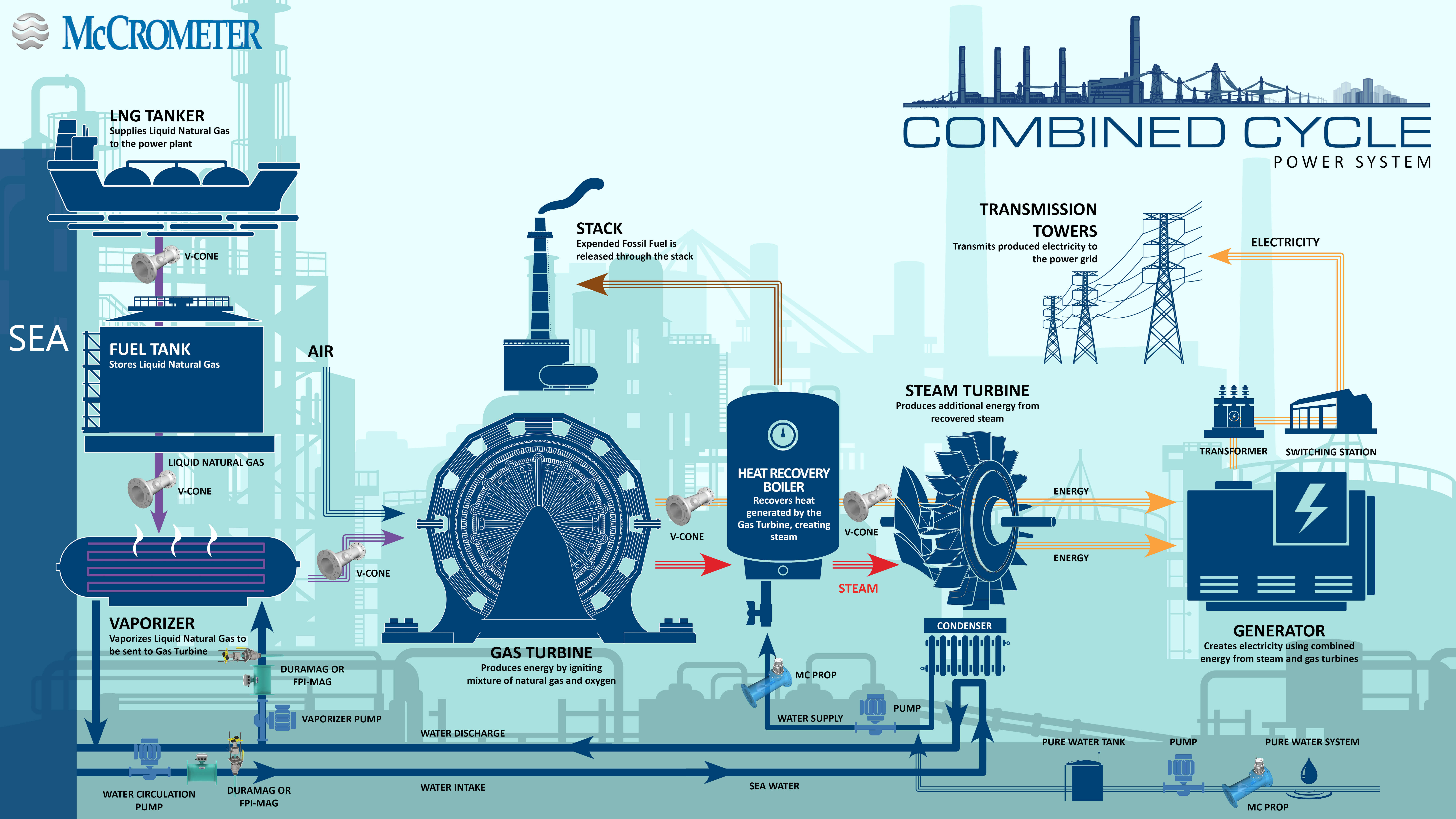
Power Generation
High-temperature, high-pressure steam applications
Engineered for power plants operating under extreme conditions. Our valves handle superheated steam, high-pressure water, and critical safety systems with absolute reliability and precision control.
Applications:
Operating Parameters:
Up to 650°C
Up to 300 bar

Water & Wastewater
Municipal and industrial water treatment systems
Reliable valves for water treatment facilities, distribution networks, and wastewater processing. Designed to handle potable water, sewage, and industrial effluents while maintaining long-term performance.
System Types:
Compliance Standards:
NSF 61, WRAS
Lead-free brass, 316SS

Mining & Slurries
Heavy-duty valves for abrasive material handling
Robust valves engineered to withstand the extreme abrasion and erosion of mining operations. Specialized designs for handling slurries, tailings, and abrasive media with extended service life.
Specialized Features:
Performance Metrics:
HRC 58-62
Up to 70% solids

General Industrial
HVAC, food processing, and manufacturing applications
Versatile valve solutions for diverse industrial applications including HVAC systems, food and beverage processing, pharmaceutical manufacturing, and general process industries.
Industry Applications:
Standards Compliance:
3-A, FDA CFR 21
USP Class VI, cGMP
Ready to Discover All Our Solutions?
Explore our complete portfolio of industrial valve solutions and find the perfect match for your specific application requirements.
Manufacturing Excellence
State-of-the-art facilities and advanced manufacturing capabilities
Production Lines
5
Advanced manufacturing lines
Employees
220
Skilled professionals
Annual Output
$32M+
USD annual value
Certifications
API 6D
International standards
Ready to Get Started?
Contact our engineering team to discuss your specific valve requirements and learn how YINKE VALVE can provide the perfect solution for your industrial application.
Contact Form Shortcode:
Click the code above to select and copy